
Your vacuum pump is running hot, the oil is turning dark, and you can't hit your target pressure. This common problem can derail your work, especially when the ambient temperature climbs.
For high-heat applications, full-synthetic vacuum pump oil is the best choice. It resists thermal breakdown, maintains stable viscosity, and has a lower vapor pressure at high temperatures, ensuring consistent performance and pump protection where mineral oils fail.

In my 10 years working with vacuum pumps, I've learned that heat is the ultimate enemy of vacuum oil. The oil is the lifeblood of your pump—it lubricates, it seals, and it helps cool. When heat attacks the oil, it fails at all three jobs. I've seen countless pumps fail prematurely not because they were bad pumps, but because they were fed the wrong oil for the demanding, high-heat conditions they faced. Understanding how heat affects oil is the key to choosing the right one and protecting your investment.
Does it matter what vacuum pump oil you use?
It's easy to think all vacuum pump oils are pretty much the same. They look similar, and it's tempting to just grab the cheapest bottle on the shelf to top off your pump.
Yes, it matters immensely. The type of oil directly impacts your pump's ultimate vacuum level, its operating temperature, and its internal lifespan. Using the wrong oil is one of the most common causes of poor performance and premature wear.

The single most important property of a vacuum pump oil is its vapor pressure. This is the pressure at which the oil itself will start to evaporate at a given temperature. If your oil starts turning into a gas inside the pump, you will never be able to pull a vacuum lower than that oil's vapor pressure. The oil itself becomes a source of gas in your system, and your pump will hit a wall. Using a high-quality oil with a low vapor pressure is fundamental to achieving a deep vacuum.
But the oil's job doesn't stop there. It has to perform under pressure and heat.
The Three Critical Jobs of Vacuum Oil
- Lubrication: It forms a protective film over all the moving parts inside the pump, like the vanes and rotors, preventing metal-on-metal contact and wear.
- Sealing: In a rotary vane pump, the oil creates the critical seal between the tips of the vanes and the pump's chamber wall. Without this seal, the pump cannot create pressure differences and cannot achieve a deep vacuum.
- Heat Transfer: The oil absorbs heat generated by the compression of gas and the friction of moving parts, transferring it to the pump's outer casing where it can dissipate.
Using the wrong oil compromises all three of these functions, especially when heat is a factor.
What are the different types of vacuum oil?
You've likely heard the terms "mineral," "semi-synthetic," and "full-synthetic" before. Understanding the real-world difference between these types is crucial for making the right choice for your pump.
The main types are mineral, semi-synthetic, and full-synthetic. Mineral oil is refined from petroleum. Synthetic oils are man-made for superior performance, offering better thermal stability and lower vapor pressure. Semi-synthetics are a blend of the two.

I once had a client with a manufacturing line in a hot factory. Their pumps were constantly failing in the summer. They were using a standard, cheap mineral oil to save costs. After we switched them to a full-synthetic oil, their pump failures dropped to nearly zero. The initial extra cost for the oil saved them thousands in downtime and repairs.
A Clear Comparison
Here is a simple breakdown of the oils and where they fit.
| Oil Type | Base Material | Heat Resistance | Best For |
|---|---|---|---|
| Mineral Oil | Refined Crude Oil | Low | General-purpose, low-duty cycle, cool environments |
| Semi-Synthetic | Blend of Mineral & Synthetic | Medium | Moderate conditions, longer run times than mineral |
| Full-Synthetic | Man-made (e.g., PAO) | High to Very High | High-heat, continuous operation, demanding processes |
Mineral oils are the basic, entry-level option. They work perfectly well for intermittent use in temperature-controlled environments. But as soon as you introduce challenging conditions like high heat, you need to upgrade.
Why does mineral oil fail in high-heat situations?
Your pump, running on standard mineral oil, works perfectly in the spring and fall. But as soon as a summer heatwave hits, it starts to struggle to pull a deep vacuum.
Mineral oil fails in heat because it "cracks" or breaks down at a molecular level. This process, called thermal degradation, increases the oil's vapor pressure, reduces its ability to lubricate, and creates sludge that can damage the pump.
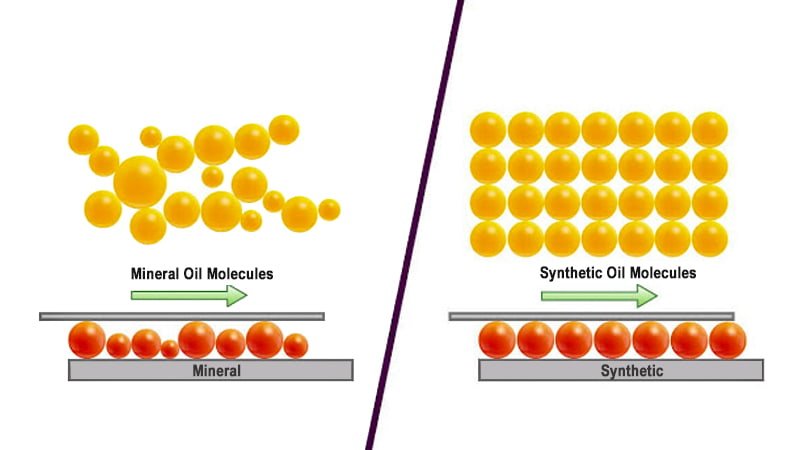
Think of mineral oil like butter in a frying pan. At low heat, it works fine. But when you turn the heat up too high, it smokes, burns, and turns into a black, useless mess. Synthetic oil is more like a high-temperature cooking oil (like avocado oil), which can handle the intense heat without smoking or breaking down.
The same thing happens inside your pump. High temperatures, whether from the outside environment or from the pump's own operation, literally break the long-chain hydrocarbon molecules of mineral oil into smaller pieces.
- Smaller Molecules: These have a much higher vapor pressure. They evaporate easily inside the pump, ruining your vacuum level.
- Heavier Remnants: What's left behind combines with oxygen in a process called oxidation. This creates thick sludge, varnish, and even corrosive acids. This sludge clogs oil passages, causes parts to stick, and destroys the oil's ability to lubricate. The pump essentially suffocates and grinds itself to death.
When should I choose synthetic or semi-synthetic oil?
You know synthetic oil is better for heat, but it also costs more. You need to know when that extra expense is a smart investment versus when it's just overkill.
Choose synthetic or semi-synthetic oil when your pump operates in a hot environment, runs for long, continuous cycles, or is used in processes that introduce reactive gases or high amounts of water vapor. The added cost is cheap insurance against pump failure.
The decision to upgrade from mineral oil is a practical one based on your specific working conditions. If you tick any of these boxes, the higher initial cost of synthetic oil will pay for itself many times over in longer oil life, reduced downtime, and extended pump lifespan.
Upgrade Your Oil If You Face:
- High Ambient Temperatures: Are you working on a hot blacktop roof in July? Is your pump in a poorly ventilated room or a factory that gets hot? If the air around the pump is hot, the oil is already starting at a disadvantage.
- Long, Continuous Operation: If your pump needs to run for hours or even days at a time, its internal temperature will steadily rise. Mineral oil will begin to break down, while a synthetic oil will remain stable.
- Heat-Generating Processes: Applications like vacuum furnaces, plasma coating, or freeze-drying generate a significant heat load on the pump. These processes demand the thermal stability of a synthetic oil.
- High Water Vapor Loads: Synthetic oils are much more resistant to emulsification—mixing with water to form a milky, useless sludge. If your process involves removing a lot of moisture, a synthetic oil will maintain its lubricating properties far better.
Final Thoughts
Heat is the enemy of your vacuum pump's oil. By choosing the right oil—upgrading to a semi-synthetic or full-synthetic in hot and demanding conditions—you protect your pump and ensure reliable performance.
