
Are you wondering why liquid ring vacuum pumps remain popular even though other pumps are more energy-efficient? This common puzzle can stop you from picking the best vacuum solution.
Industries still choose liquid ring vacuum pumps primarily for their unparalleled ability to handle wet, corrosive, or particle-laden gas streams, coupled with their robust construction and relatively low maintenance needs in harsh environments, despite their lower efficiency.

It's a valid question: with so many high-efficiency vacuum pump technologies available today, why do liquid ring vacuum pumps (LRVPs) still hold a significant place in many industrial applications? I've worked with a wide range of vacuum equipment, and while something like an oil-sealed screw pump might boast better energy figures on paper, the liquid ring pump has unique strengths that make it indispensable in certain environments.
It's about looking beyond just the kilowatt-hours and considering the total cost of ownership and operational reliability in challenging conditions. Let's explore the specific reasons why these seemingly "older" technology pumps continue to be a go-to solution.
What is the main advantage of a liquid ring vacuum pump?
Facing tough process conditions with wet, dirty, or corrosive gases? Many vacuum pump types would quickly fail, leading to costly downtime and repairs. This is a common industrial challenge.
The main advantage of a liquid ring vacuum pump is its incredible robustness and ability to handle contaminated gas streams, including those with vapors, condensates, and even small solids, without significant damage or performance degradation.

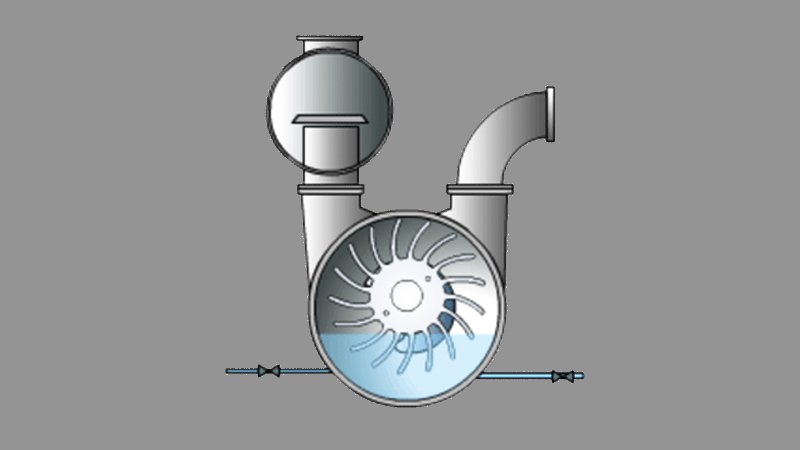
From my years of experience, the resilience of liquid ring vacuum pumps is their standout feature. Think about processes in chemical plants, paper mills, or power generation – these environments often involve very aggressive gases. The operating principle of an LRVP, where a ring of sealing liquid (usually water, but it can be other liquids too) is used to create the vacuum, makes it inherently tolerant to things that would destroy other pump types. The liquid ring acts as a dynamic seal, a coolant, and a medium to absorb and flush away contaminants.
If you have a process gas stream that's saturated with water vapor, for example, many other pumps like oil-sealed rotary vane pumps would struggle. The oil would quickly become emulsified, losing its lubricating properties and leading to pump failure. A liquid ring pump, however, just takes it in stride; the excess water simply joins the sealing liquid.
Similarly, if there are small solid particles or corrosive vapors, the liquid ring provides a protective barrier for the pump's internal metal parts. The simplicity of their construction, with only one main moving part (the rotor), also contributes to their long service life and minimal maintenance requirements compared to more complex designs. This reliability in harsh conditions is often why engineers choose them, even if they aren't the most energy-efficient option on paper.
Key Advantages Breakdown:
- Robustness and Durability: Built to withstand demanding industrial environments and process upsets. They have a simple design with few moving parts.
- Handling Contaminated Gas Streams: Can effectively pump gases containing vapors, liquids, and even small solid particles without damage. The liquid seal helps to wash these through.
- Cool Operating Temperature: The sealing liquid absorbs the heat of compression, resulting in a relatively cool discharge gas. This is beneficial for heat-sensitive processes or when handling potentially explosive gases.
- Low Maintenance Requirements: Fewer moving parts and a rugged design mean less frequent maintenance and longer service intervals compared to some other vacuum technologies.
- Material Options: Can be constructed from a wide range of materials (e.g., cast iron, stainless steel, exotic alloys) to handle highly corrosive gases.
| Advantage | Why It Matters in Harsh Environments | Example Application Benefit |
|---|---|---|
| Handles Wet/Dirty Gases | Prevents pump damage from condensation, dust, or process byproducts. | Chemical processing, paper manufacturing, mining. |
| Cool Operation | Reduces risk of auto-ignition for flammable vapors; less thermal stress. | Solvent recovery, vapor handling. |
| Simple, Robust Design | Minimizes wear and tear; extends operational life. | Power plants (condenser exhausting), food processing. |
| Low Maintenance | Reduces downtime and operational costs in continuous processes. | Anywhere reliability is paramount over peak efficiency. |
| Material Versatility | Allows use with highly corrosive or reactive gases. | Petrochemical industry, specialized chemical production. |
What are the disadvantages of liquid ring vacuum pump?
While incredibly tough, are liquid ring vacuum pumps always the best choice? Their operational principle, while robust, comes with certain inherent limitations that can be significant drawbacks in some applications.
The main disadvantages of liquid ring vacuum pumps are their relatively low energy efficiency, high water consumption (for once-through systems), and limited ultimate vacuum capability compared to other vacuum technologies like dry screw or oil-sealed pumps.
In my experience, the biggest conversation point when discussing LRVPs is their energy efficiency. Because they rely on a constantly churning ring of liquid to create the vacuum, there are inherent hydraulic losses. This means they generally consume more power to achieve the same vacuum level and flow rate compared to, say, a modern dry screw vacuum pump or even an oil-sealed rotary vane pump. This is a significant factor, especially for large-scale operations where energy costs can be substantial.
I've seen a trend where, in applications where the process gas is relatively clean and dry, many companies are indeed replacing older, large liquid ring pumps with more energy-efficient alternatives like oil-sealed screw pumps to save on operational expenses.
Another key consideration is water usage. Many liquid ring pumps operate on a "once-through" water system, meaning fresh water is constantly supplied to the pump and then discharged, often to a drain. This can lead to very high water consumption and associated wastewater treatment costs. While partial or full recirculation systems can mitigate this, they add complexity and cost to the installation.
Finally, liquid ring pumps are generally limited in the ultimate vacuum they can achieve. They typically can't reach the very deep vacuum levels that some other pump types can, usually bottoming out around 33 mbar absolute (about 25 Torr) for single-stage pumps, or a bit lower for two-stage designs. This makes them unsuitable for applications requiring high or ultra-high vacuum.
Common Disadvantages:
- Lower Energy Efficiency: Compared to dry screw, rotary lobe, or oil-sealed rotary vane pumps, LRVPs typically consume more power for a given capacity and vacuum level due to the energy required to move the sealing liquid.
- High Sealant Liquid Consumption: In once-through systems, water or other sealant liquid consumption can be substantial, leading to high utility and wastewater disposal costs. Recirculation systems add complexity.
- Limited Ultimate Vacuum: Single-stage LRVPs usually achieve an ultimate vacuum of around 33 mbar (abs), while two-stage versions can go lower, but they are not suited for high vacuum applications (below 1 mbar).
- Potential for Sealant Contamination: If the process gas contaminates the sealing liquid, the liquid may need treatment before discharge or reuse, adding cost and complexity.
- Size and Weight: For a given capacity, LRVPs can be larger and heavier than some other vacuum pump technologies.
| Disadvantage | Impact on Operation/Cost | Mitigation Strategy / Consideration |
|---|---|---|
| Low Energy Efficiency | Higher electricity bills, larger carbon footprint. | Consider for intermittent use or where robustness is paramount. Explore hybrid systems. |
| High Water/Sealant Use | Increased utility costs, potential water scarcity issues, wastewater. | Implement partial or full recirculation systems with cooling and filtration. |
| Limited Ultimate Vacuum | Not suitable for processes requiring deep vacuum. | Use in combination with booster pumps or choose alternative technology for high vacuum needs. |
| Sealant Contamination Risk | Cost of treating or replacing sealant; potential environmental issues. | Select appropriate sealant liquid; install filtration/separation systems. |
| Installation Footprint | May require more space and stronger foundations. | Factor into plant layout and design. |
How efficient is the water ring vacuum pump?
When looking at pump specifications, how does the efficiency of a water ring vacuum pump truly stack up against other options? Understanding this is key to making informed decisions for your application.
Water ring vacuum pumps are generally less energy efficient than many other vacuum pump technologies, such as dry screw or oil-sealed rotary vane pumps. Their efficiency is impacted by the energy needed to maintain the liquid ring and overcome hydraulic losses.
When we talk about the efficiency of a vacuum pump, we're usually referring to how much gas it can move (its capacity) for a given amount of power input (e.g., kW). In this regard, water ring vacuum pumps, while incredibly reliable, typically don't score as high as some other types. The very mechanism that makes them so robust—the ring of water (or other sealant liquid)—also introduces inefficiencies.
A significant portion of the motor's energy goes into accelerating and maintaining this liquid ring. There are also frictional losses between the liquid and the pump casing, and the compression process itself within the liquid ring is not as thermodynamically efficient as in some other designs.
I've seen many comparisons where, for a similar vacuum level and flow rate, a dry screw vacuum pump or a modern oil-sealed rotary screw pump might consume 20-50% less energy than a liquid ring pump. This is a substantial difference, especially for pumps running continuously or for large installations. This is precisely why there's a trend, as I mentioned earlier, to replace large water ring pumps with more efficient technologies in applications where the process conditions allow for it – for example, if the gas stream is relatively clean and dry.
However, it's crucial to remember that "efficiency" isn't just about energy. If a pump frequently fails due to harsh conditions, the energy savings of a more "efficient" but less robust pump are quickly negated by downtime, repair costs, and lost production. So, the "best" efficiency is often a balance.
Factors Affecting LRVP Efficiency:
- Sealant Liquid Properties: The viscosity and density of the sealing liquid affect the power required. Water is common, but other liquids can be used.
- Operating Temperature: The temperature of the sealing liquid influences its vapor pressure, which can limit the ultimate vacuum and affect efficiency. Colder water generally leads to better vacuum and efficiency.
- Pump Design and Size: Larger pumps may have slightly better specific power consumption (power per unit of flow) than very small ones, but the general trend of lower efficiency compared to other types persists.
- Operating Point: Like all pumps, LRVPs have an optimal operating range. Running them far from their best efficiency point (BEP) will further reduce efficiency.
- Internal Clearances: Wear and tear can increase internal clearances over time, leading to internal leakage and reduced volumetric efficiency.
| Efficiency Comparison Metric | Liquid Ring Vacuum Pump | Dry Screw Vacuum Pump | Oil-Sealed Rotary Vane Pump |
|---|---|---|---|
| Specific Energy Consumption | Higher | Lower | Moderate to Lower |
| Typical Isothermal Efficiency | 25-50% (can vary widely) | 50-70% | 40-60% |
| Sensitivity to Contaminants | Low | Moderate (depends on design) | High |
| Maintenance Impact on Eff. | Less sensitive to minor wear | More sensitive to rotor wear | Sensitive to vane/oil condition |
Where are liquid ring vacuum pumps used?
Given their specific strengths and weaknesses, in which industrial sectors and applications do liquid ring vacuum pumps truly excel and remain a preferred choice?
Liquid ring vacuum pumps are widely used in industries like chemical processing, power generation (condenser exhausting), paper manufacturing, mining, food processing, and plastics extrusion, especially where wet, corrosive, or particle-laden gas streams need to be handled reliably.

I've supplied and serviced liquid ring pumps for an incredibly diverse range of applications over the years. Their ability to handle "nasty" process streams makes them invaluable in many heavy industries. For example, in the chemical industry, they are used for solvent recovery, distillation, and handling corrosive vapors where other pumps would quickly fail. In power plants, they are workhorses for maintaining vacuum in steam turbine condensers, a critical function for plant efficiency, and they have to handle large volumes of air and water vapor. The pulp and paper industry relies heavily on LRVPs for processes like dewatering paper pulp on forming machines, where large quantities of water vapor are present.
In mining and mineral processing, they're used for vacuum filtration to dewater slurries. The food and beverage industry uses them for applications like deaeration, evaporation, and bottling, where their ability to handle liquids and vapors without damage is beneficial. Even in plastics extrusion, they are used for degassing molten plastic to remove volatiles. The common thread in all these applications is often the presence of water vapor, condensable gases, mild corrosives, or even some particulate matter – conditions that would quickly spell trouble for more sensitive vacuum pump technologies. While energy efficiency is a growing concern, the sheer reliability and process tolerance of LRVPs in these demanding roles often outweigh the higher energy cost.
Common Industrial Applications:
- Chemical & Petrochemical: Solvent recovery, distillation, vapor recovery, handling corrosive gases.
- Power Generation: Steam turbine condenser exhausting, geothermal gas extraction.
- Pulp & Paper: Forming section dewatering, felt conditioning, black liquor evaporation.
- Mining & Minerals: Vacuum filtration for dewatering mineral slurries.
- Food & Beverage: Deaeration, evaporation, bottling, poultry processing (evisceration).
- Plastics Industry: Extruder degassing, vacuum forming.
- Textile Industry: Drying, yarn conditioning.
- Environmental: Soil vapor extraction, wastewater aeration.
| Industry | Specific Application(s) | Key Reason for LRVP Use |
|---|---|---|
| Chemical | Distillation, solvent recovery, reaction vessel evacuation | Handles corrosive vapors, condensables, robust. |
| Power Generation | Condenser exhausting, geothermal | High reliability, handles large volumes of air/steam. |
| Pulp & Paper | Dewatering, vacuum filtration | Tolerates high moisture, fibers, and white water. |
| Food Processing | Deaeration, evaporation, packaging | Handles liquids, easy to clean (stainless steel). |
| Mining | Vacuum filtration of slurries | Robust, handles abrasive particles and water. |
Conclusion
Liquid ring vacuum pumps remain vital in many industries due to their unmatched robustness and ability to handle difficult gas streams, despite lower energy efficiency compared to some alternatives.
