A vacuum pump failing to reach rated performance can shut down entire production lines. Quick diagnosis prevents costly downtime and repairs.
First check: oil level/condition, gas ballast valve position, inlet filter, and leaks. Most vacuum shortfalls come from contaminated oil (80% of cases), leaks (15%), or mechanical wear (5%). Always compare actual performance to manufacturer's curves at your operating pressure.

I've seen hundreds of pumps that "couldn't reach vacuum" fixed - usually it's simple maintenance issues rather than mechanical failure.
Why Is My Vacuum Pump Not Reaching?
Understanding vacuum specifications is crucial before troubleshooting. Many users confuse ultimate vacuum (absolute best) with working vacuum (practical operating range).
Common reasons for poor vacuum:
- Wrong oil type/level (most frequent)
- Gas ballast left open
- Inlet/outlet valve issues
- Worn vanes/seals
- System leaks

Vacuum Performance Troubleshooting Chart
| Symptom | Likely Cause | Quick Test | Solution |
|---|---|---|---|
| Slow pump-down | Leaks | Isolate pump | Check fittings |
| Never reaches ultimate | Oil condition | Inspect oil | Change oil |
| Gradual decline | Wear | Measure current | Replace vanes |
| Fluctuating pressure | Valve issue | Listen to pump | Clean/replace valves |
| Noise increase | Mechanical | Check bearings | Professional service |
Key Checks:
- Oil level and color
- All connection points
- Filter condition
- Vane condition
- Exhaust flow
Why Is My Vacuum Pump Not Strong Enough?
"Not strong enough" often means insufficient flow at required vacuum level - different from ultimate vacuum capability.
Pump strength issues typically involve:
- Wrong pump size for application
- Clogged filters
- Excessive backpressure
- High process gas load
- Worn components
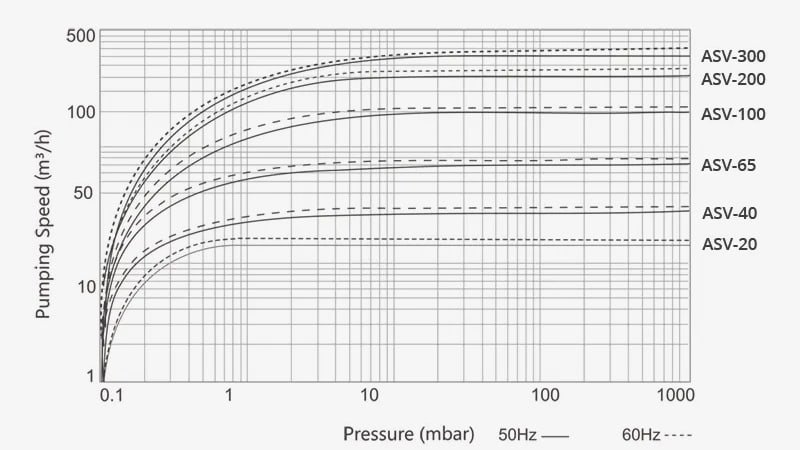
Capacity vs Vacuum Level
| Pressure Range (mbar) | Flow Capacity | Suitable For |
|---|---|---|
| 1000-100 | 100% flow | Rough vacuum |
| 100-10 | 70% flow | Medium vacuum |
| 10-1 | 30% flow | High vacuum |
| <1 | 10% flow | Ultimate only |
Remember:
- Flow drops as vacuum increases
- Ultimate vacuum ≠ working vacuum
- Oversize pumps for continuous duty
- Match pump to process needs
What Causes Lack of Vacuum Pressure?
Pressure shortfalls stem from either the pump or the system. Isolating the pump is the first diagnostic step.
Major pressure loss causes:
- Oil problems (contamination, wrong type)
- Air leaks (O-rings, fittings)
- Worn vanes/rotors
- Valve malfunctions
- Process contamination

Pressure Loss Investigation Steps
| Step | Action | Tools Needed |
|---|---|---|
| 1 | Isolate pump | Blanking plate |
| 2 | Check ultimate vacuum | Gauge |
| 3 | Inspect oil | Sight glass |
| 4 | Listen for leaks | Ultrasonic detector |
| 5 | Measure current draw | Clamp meter |
Critical Notes:
- Always start with simplest fixes
- Document pressure drop rates
- Compare to baseline performance
- Check multiple measurement points
What Are Difficulties Associated With a Rotary Vane Pump?
While reliable, rotary vane pumps have specific limitations users must understand for proper operation and troubleshooting.
Key operational challenges:
- Oil contamination sensitivity
- Regular maintenance requirements
- Limited dry-running tolerance
- Chemical compatibility issues
- Moisture sensitivity

Common Rotary Vane Pump Problems
| Problem | Frequency | Severity | Prevention |
|---|---|---|---|
| Oil degradation | Very High | Medium | Regular changes |
| Vane wear | High | High | Proper lubrication |
| Seal leaks | Medium | High | Correct installation |
| Overheating | Medium | Critical | Adequate cooling |
| Corrosion | Low | Severe | Gas ballast use |
Pro Tips:
- Keep spare vanes/seals
- Maintain service logs
- Monitor operating hours
- Train operators
- Schedule preventive maintenance
Conclusion
Most vacuum pump performance issues resolve with proper oil maintenance and leak checks. Remember that ultimate vacuum specs represent laboratory conditions - real-world performance depends on maintenance, application, and understanding your pump's true operating envelope.
