Engineered for Endurance: The Liquid Ring Vacuum Pumps Defined by NASH-Grade Precision
Deliver reliable Operation Through Wet & Contaminated Streams



Power Your Processes with Endurance-Engineered Liquid Ring Vacuum Pump Solutions.
Designed for continuous operation and ultimate endurance, our liquid ring vacuum pump solutions effectively handle wet, corrosive, and contaminated processes.
Why Liquid Ring Vacuum Pump?

Inherent Mechanical Simplicity
Minimal components and non-contact operation eliminate wear, ensuring peak uptime and drastically cutting maintenance for our liquid ring pumps.
Versatile Wet Process Handling
Seamlessly manages saturated gases, aggressive vapors, and entrained liquids for stable vacuum in complex streams.
Zero Process Contamination
Oil-free compression intrinsically prevents hydrocarbon contamination, vital for purity-critical industries, a key benefit of a liquid ring vacuum pump.
Hazard Zone Compliance
Certified explosion-proof configurations provide assured safety and reliability in classified hazardous areas.
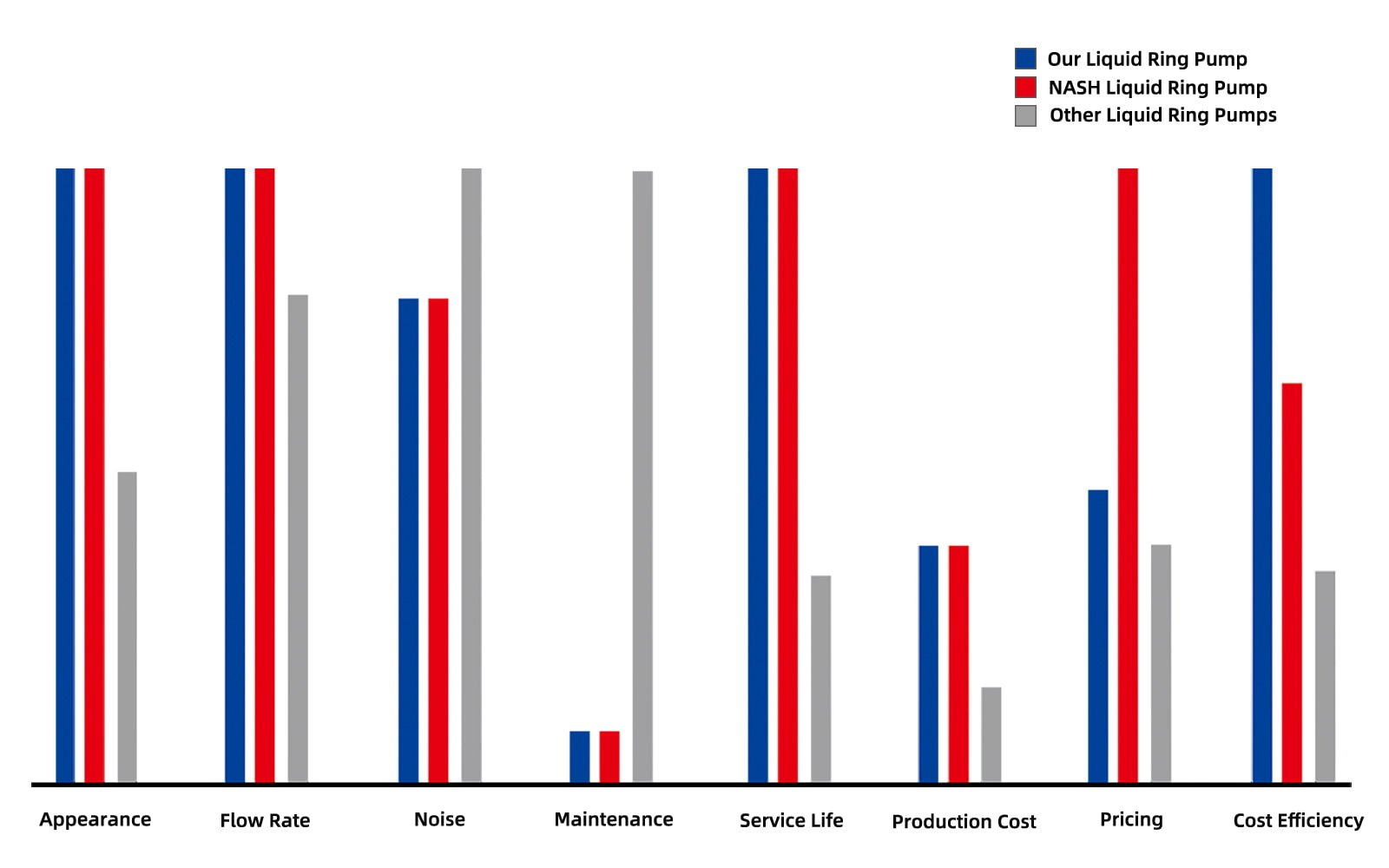
What Makes Our Liquid Ring Pumps Different?
Discover the distinctions that elevate our liquid ring vacuum pumps above the rest:
Castings

Our Advantage:
Premium quality, defect-free. Trusted by industry leaders like NASH and EBARA for liquid ring pump castings.

Competitor’s Common Issues:
Thinner, prone to sand/air holes; impeller breaks, pump covers leak, compromising the liquid ring pump integrity.
Anti-Cavitation
Our Advantage:
Standard on every liquid ring pump, significantly extending service life and reliability.
Competitor’s Common Issues:
Often absent, leading to rapid cavitation damage and reduced pump lifespan.
Impeller Installation

Our Advantage:
We use a precise cold-press (mechanical) method with specialized tooling, allowing exact clearance adjustments for optimal performance.

Competitor’s Common Issues:
Often uses hot-press (thermal) methods, preventing fine clearance tuning, causing inconsistent batch performance and potential mechanical seal damage.
Pump Shaft Storage

Our Advantage:
Stored vertically to eliminate deformation, ensuring perfect impeller runout for our liquid ring pumps.

Competitor’s Common Issues:
Stored horizontally, risking slight deformation and subsequent impeller runout issues in their pumps.
Mechanical Seals & Bearings
Our Advantage:
Exclusively use John Crane mechanical seals and NSK bearings for stable, reliable, and consistent operation.

Competitor’s Common Issues:
Typically use smaller, less stable brands, compromising long-term reliability in their liquid ring vacuum pumps.
Pressure Test

Our Advantage:
All liquid ring pumps undergo a 2-hour pressure test at 0.4 MPa before leaving the factory, significantly ensuring leak-free operation.

Competitor’s Common Issues:
Most competitors skip pressure testing for their liquid ring pumps, increasing the risk of leaks and premature failures upon installation.
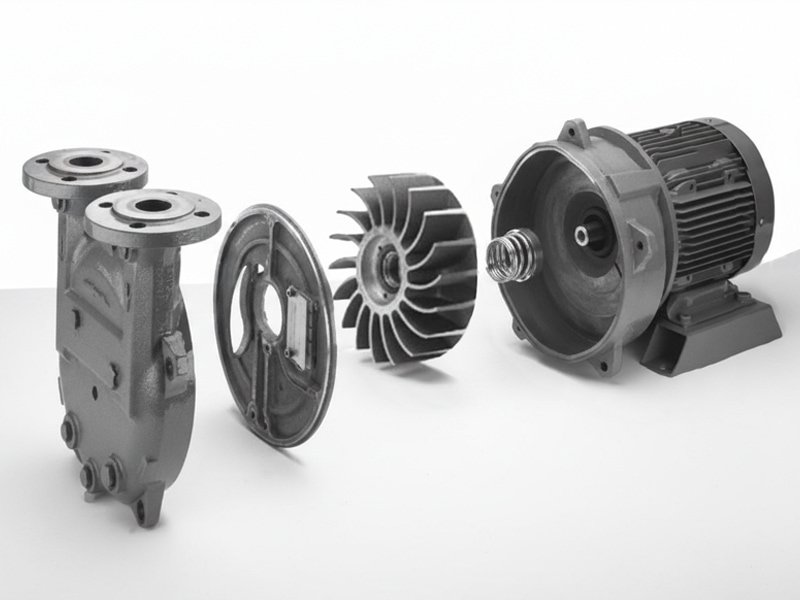
More about Precision Castings: The Foundation of Our Quality

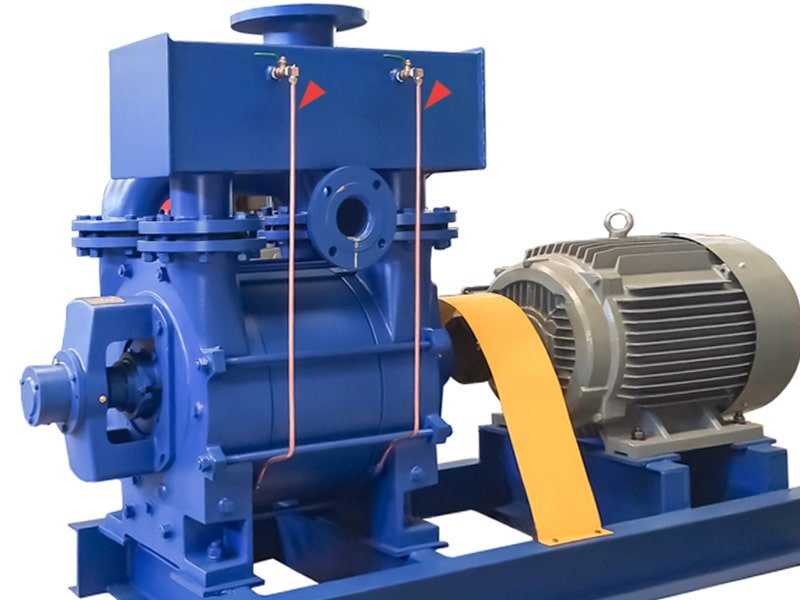
All cast components for our liquid ring vacuum pumps, including the casing, pump cover, impeller, port plate, and bearing housing, are precision-manufactured by the same foundry that supplies industry leaders like NASH and EBARA.

Our pumps features original NASH impeller profile and eccentric pump body for up to 10% higher efficiency.
Our competitors use non-original profiles and non-eccentric pump bodies, resulting in significantly lower efficiency in their liquid ring pumps.

Our 2BE pumps include standard anti-cavitation protection, made possible by our perfect castings. This key feature needs careful drilling that bad castings, which often have sand or air holes, just can’t handle. This is why our pumps offer reliable anti-cavitation benefits many other manufacturers cannot.
Applications

Chemical & Petrochemical Processing
Essential for vacuum distillation, evaporation, and solvent recovery, effectively managing aggressive and volatile gases and condensable vapors.

Power Generation
Essential for vacuum distillation, evaporation, and solvent recovery, effectively managing aggressive and volatile gases and condensable vapors.

Pharmaceutical & Biotechnology
Essential for vacuum distillation, evaporation, and solvent recovery, effectively managing aggressive and volatile gases and condensable vapors.

Food & Beverage Processing
Used in vacuum cooling, dehydration, packaging, and evaporation processes, valued for their contamination-free performance.

Pulp & Paper Industry
Heavily utilized for dewatering on paper machines, liquor evaporation, and ash conveying, handling wet and fibrous conditions robustly.

Environmental Technology
Key in biogas recovery, landfill gas extraction, and soil remediation, effectively managing corrosive and saturated gas mixtures.
Plant Tour
Designed, built, finished, and proven to exacting standards.
Cast components manufatured by the same trusted supplier for GD NASH and EBARA, ensuring superior material quality for our liquid ring pumps.

Advanced CNC machines handle raw components, achieving precise fabrication for the liquid ring vacuum pumps.

Automated welding ensures consistent, high-integrity tanks

Each liquid ring pump undergoes comprehensive performance testing, including a 2-hour pressure test, before shipment.

A well-organized components warehouse ensures efficient material flow and immediate availability for production.
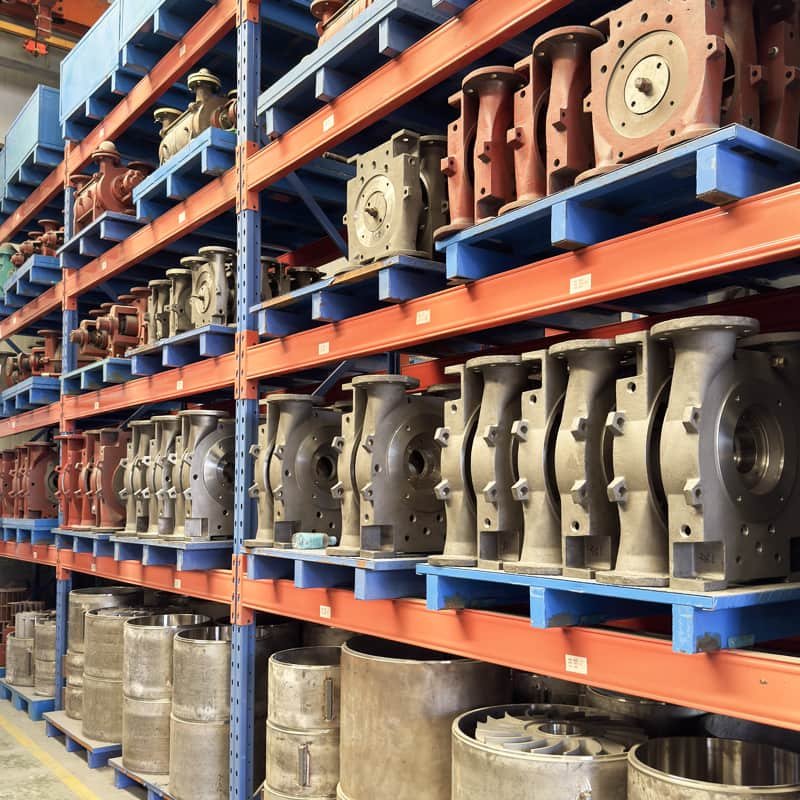
Our enormous finished products warehouse systematically prepares liquid ring pumps for efficient shipment.

Liquid Ring Pump Ultimate Buying Guide
Become an Expert When Importing Liquid Ring Vacuum Pumps from China
Table of Contents
- What is a liquid ring vacuum pump?
- How does the liquid ring vacuum pump work?
- What are the benefits compared to other vacuum technologies? (e.g., vs. rotary vane pumps, dry screw vacuum pumps)
- When might a liquid ring vacuum pump not be the ideal choice? What are its primary disadvantages?
- How to choose the right liquid ring vacuum pump?
- How to choose a good liquid ring vacuum pump manufacturer from China?
What is a liquid ring vacuum pump?
A liquid ring vacuum pump is a robust, positive displacement machine designed to create vacuum. It operates on a unique principle: an eccentrically mounted impeller rotates within a cylindrical casing, generating a moving ring of service liquid (typically water) against the inner wall. This liquid ring forms and seals variable-volume compression chambers between the impeller blades, enabling the efficient intake, compression, and discharge of process gases.
While liquid ring pumps are known for their low efficiency and the potential for water pollution (as the service liquid can become contaminated with process gases or materials), their ability to handle challenging, wet, or contaminated gas streams makes them indispensable for specific industrial applications where other pumps would fail.

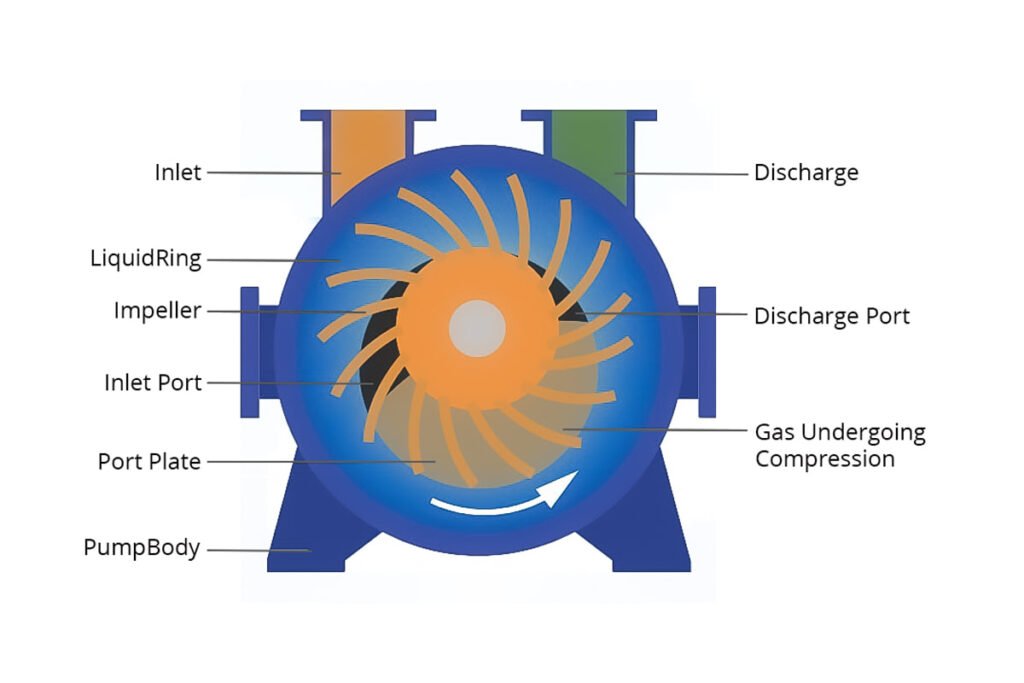
How does the liquid ring vacuum pump work?
The pump’s operation is elegantly simple yet highly effective. As the impeller rotates, centrifugal force pushes the service liquid outwards, creating a dynamic “liquid ring” that follows the contour of the casing. Due to the impeller’s eccentric mounting, the spaces between its blades and the liquid ring first expand, drawing process gas through the inlet port. As rotation continues, these spaces contract, compressing the trapped gas. Finally, the compressed gas, along along with a portion of the service liquid, is expelled through the discharge port. The service liquid serves multiple critical functions: it seals the compression chambers, cools the pump, and condenses any vapors in the gas stream.
This inherent design allows liquid ring pumps to handle water and other liquids within the gas stream without issues, a distinct advantage over many other vacuum technologies that are highly sensitive to the presence of liquids.
What are the benefits compared to other vacuum technologies? (e.g., vs. rotary vane pumps, dry screw vacuum pumps)
Liquid ring pumps offer distinct advantages in specific scenarios:
Versus Rotary Vane Pumps: Liquid ring pumps excel in handling wet processes and condensable vapors, unlike oil-lubricated rotary vane pumps which are susceptible to oil degradation and contamination from moisture. They also prevent process contamination due to their oil-free compression.
Versus Dry Screw Vacuum Pumps: Liquid ring pumps demonstrate superior operational robustness against liquid slugs, particulates, and aggressive vapors, where dry screw pumps can suffer from thermal expansion issues or component erosion. Their design is inherently simpler with fewer critical tolerances, leading to high reliability in harsh duties.
Overall: Their ability to manage challenging streams directly, without extensive pre-conditioning, often translates to reduced system complexity and a lower total cost of ownership in demanding, continuous-duty environments.
When might a liquid ring vacuum pump not be the ideal choice? What are its primary disadvantages?
While robust, liquid ring vacuum pumps have distinct disadvantages making them unsuitable for certain applications:
Lower Energy Efficiency: They are generally less energy-efficient than dry vacuum technologies, leading to higher operating costs due to the energy consumed circulating the service liquid.
Environmental & Liquid Management Issues: The service liquid can become contaminated by process gases, requiring costly disposal or complex treatment. This also adds to operational expenses for cooling, filtration, and replenishment.
Vacuum Level Limitations: Best for rough to medium vacuum (tens of mbar). High or ultra-high vacuum applications require different pump technologies.
Temperature Sensitivity: Ultimate vacuum is limited by the service liquid’s temperature; higher temperatures mean higher vapor pressure and reduced vacuum performance, necessitating effective cooling.
- Wear and Cavitation Risk: Continuous liquid flow, especially with aggressive gases, can cause corrosion and erosion. Operating near the liquid’s vapor pressure risks cavitation, leading to noise, vibration, and pump damage.
In summary, for applications prioritizing maximum energy efficiency, stringent environmental control over liquid waste, very deep vacuum, or consistently clean/dry gas streams, alternative dry vacuum technologies are often a more appropriate and economical choice.
How to choose the right liquid ring vacuum pump?
Selecting the optimal liquid ring vacuum pump requires a thorough analysis of several key criteria:
Flow Rate & Ultimate Vacuum:Determine the exact gas volume to be handled (flow rate) and the lowest required operating pressure (ultimate vacuum) for your process.
Gas Composition: Critically assess the nature of the process gas – is it saturated, corrosive, volatile, or does it contain particulates? This directly impacts the choice of service liquid and pump materials.
Service Liquid Compatibility: Select a service liquid that is compatible with your process gas, environmentally permissible, and can effectively cool the pump and condense vapors.
Material of Construction: Choose pump materials (e.g., cast iron, stainless steel, bronze alloys, or specialty alloys) that can withstand the chemical aggression of your process for long-term reliability.
Temperature Considerations: Account for both the inlet gas temperature and the available service liquid temperature.
Energy & Utility Requirements: Evaluate power consumption and service liquid consumption to assess operational costs.
Discharge Requirements: Consider any necessary treatment for the discharged gas/liquid mixture to meet environmental regulations.
How to choose a good liquid ring vacuum pump manufacturer from China?
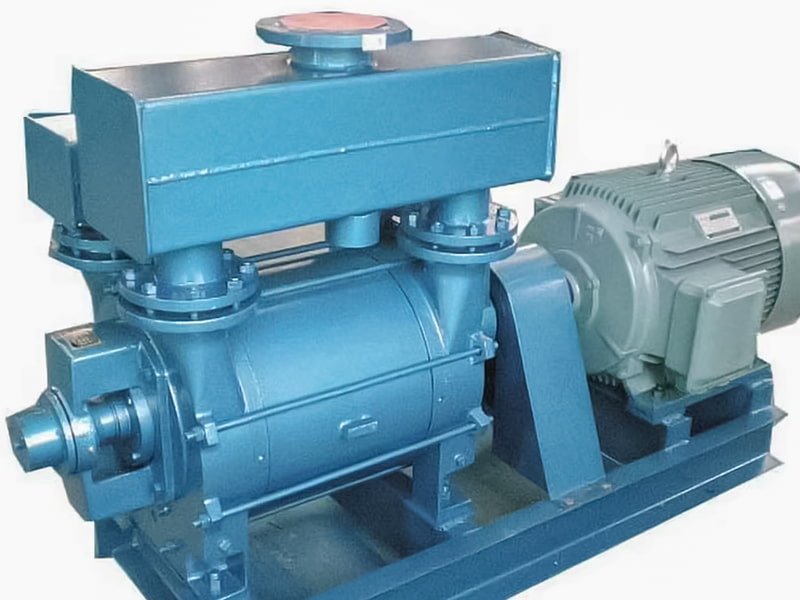
To effectively choose a good supplier of liquid ring vacuum pumps, it’s essential to understand its unique development in China. The industry significantly benefited when GD NASH established a Joint Venture in 1996, introducing advanced designs and quality practices through their 2BE and 2BV series liquid ring vacuum pumps to the Chinese market.
After the venture concluded, many experienced technical and sales personnel from these operations subsequently established their own companies. Over generations, this dynamic led to the proliferation of hundreds of factories in this specialized industry.
This history has shaped a diverse market: approximately 10% of these manufacturers have maintained high quality, adhering to the standards set by NASH’s influence. The remaining majority often compete on lower costs, resulting in a wide variation in product standards and reliability.
To choose a good manufacturer, focus on these key aspects:
- Proven Quality System: Look for clear evidence of strong quality control in their manufacturing. This includes international certifications (like ISO 9001, CE) and transparent processes for checking materials and finished pumps.
- Technical Capability & Experience: Choose companies with a solid background in pump design and manufacturing. They should understand what makes a liquid ring pump reliable for industrial use, not just how to assemble it.
- Good Material & Component Sourcing: Inquire about where they get their raw materials and critical parts. Reputable manufacturers use reliable suppliers to ensure the durability and performance of their pumps.
- Reliable After-Sales Support: A good manufacturer offers solid technical help, spare parts, and responsive service. This is crucial for the pump’s long-term operation and your peace of mind.
- Transparency: A trustworthy partner will be open about their manufacturing processes and quality checks. They should be willing to provide detailed information and potentially allow factory visits.
By focusing on these points, you can effectively find a manufacturer that delivers good quality, reliable liquid ring vacuum pumps suitable for your industrial needs, avoiding the risks of lower-standard options.

Get Your Indeal Liquid Ring Pump Today!
FAQs
We provide a 12-month limited warranty for our distributors. This warranty becomes effective from the loading date as indicated on the Bills of Lading for sea shipments.
For other delivery methods, the warranty period starts from the shipment date from our factory.
Typically, we take about 4 weeks if we have everything ready in stock. For large or customized models the lead time could be longer.
Our minimum order (MOQ) requirement is set at USD 4,000 to adequately cover fixed logistics and handling expenses.
Nevertheless, we welcome orders of smaller quantities, even as little as one piece, from new customers for testing purposes, provided that the freight expenses are borne by the client.
Absolutely, we offer OEM services to meet your branding requirements, including custom nameplates and tailored packaging solutions.
We prefer wire transfers (T/T) – 30% upfront and the balance before we ship your order. If we’re racing against time and the lead time is under 3 weeks, we’d appreciate full payment upfront. It just helps speed things up!