
Understanding vacuum levels can be confusing. If you misidentify your vacuum needs, it can lead to inefficient operations and wasted resources. I'll clarify what rough vacuum truly means and the pumps best suited for it.
The rough vacuum regime is defined as the pressure range typically from atmospheric pressure down to approximately 1 millibar (mbar) or 1 Torr. Pumps used in this range are designed to handle large gas volumes and often include rotary vane pumps, liquid ring pumps, dry screw pumps, and piston pumps, which are robust for industrial applications.

If you are dealing with industrial processes, you have likely encountered the term "rough vacuum" or are trying to achieve it. From my years in this industry, I know that choosing the right pump for this specific pressure range is critical for efficiency and cost-effectiveness. Let us delve into the specifics of rough vacuum and the workhorse pumps that make it happen.
What is a rough vacuum pump?
Trying to achieve a specific vacuum level without the right equipment is frustrating. Using the wrong pump wastes energy and will not get the job done efficiently. I will explain what makes a pump "rough vacuum" capable.
A rough vacuum pump is a type of mechanical vacuum pump designed to operate efficiently and reliably in the pressure range from atmospheric pressure down to approximately 1 mbar. These pumps are robust, capable of handling high gas loads, and are commonly used in various industrial applications like drying, packaging, and material handling.

From my experience, a rough vacuum pump's key characteristic is its ability to handle large volumes of gas and sometimes even vapor or particulates, without significant performance degradation. These pumps are built for reliability in demanding industrial environments, unlike the delicate pumps used for very high vacuums. They are often mechanical positive displacement pumps, meaning they trap a volume of gas and move it out of the chamber. This design makes them sturdy and less susceptible to contamination. An excellent example of a modern rough vacuum pump suitable for heavy industrial use is the oil-sealed screw vacuum pump. These pumps are highly efficient and can handle tough conditions. I have seen the Atlas Copco GHS series perform well in many industrial rough vacuum applications, and Elitevak offers its EVS series, which provides fully competitive performance, making them a great option for various industrial needs. The strength of these pumps lies in their continuous operation capability and low maintenance requirements.
Key Features of Rough Vacuum Pumps
| Feature | Description |
|---|---|
| Pressure Range | Atmospheric to ~1 mbar |
| Gas Handling | High pumping speed for large gas volumes |
| Robustness | Designed for industrial environments, less sensitive to contaminants |
| Common Types | Rotary vane, liquid ring, dry screw, piston |
What is the definition of a rough vacuum?
The world of vacuum levels can feel like a complex puzzle. Misunderstanding what "rough vacuum" means can lead to incorrect pump selection and process failures. I will define this critical vacuum range clearly.
Rough vacuum refers to the pressure range typically between 1,000 mbar (atmospheric pressure) and 1 mbar (or approximately 760 Torr down to 0.76 Torr). This is the least demanding vacuum level, often achieved in initial evacuation stages or processes that do not require extremely low pressures.
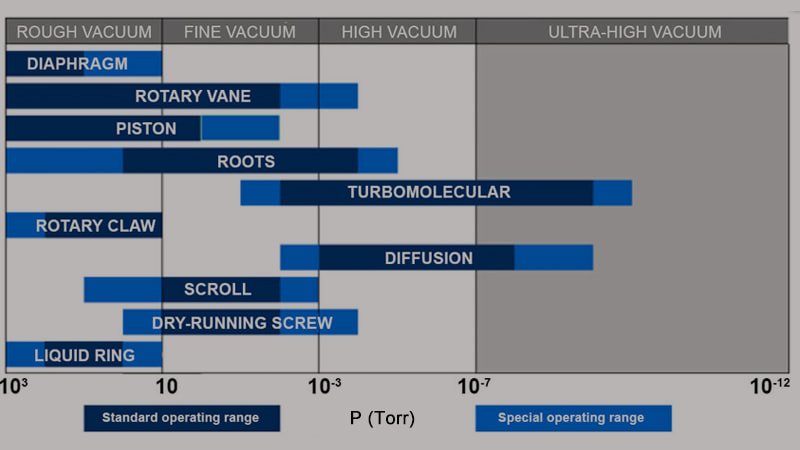
As I have spent a decade in this industry, I can confirm that precisely defining the pressure range is crucial for successful vacuum applications. The rough vacuum range represents the initial stage of vacuum achievement, where gas molecules are still relatively dense compared to higher vacuum levels. It is the easiest and least energy-intensive vacuum level to achieve. Beyond rough vacuum, we enter the medium vacuum range (1 mbar to 10⁻³ mbar), then high vacuum (10⁻³ mbar to 10⁻⁷ mbar), and finally ultra-high vacuum (below 10⁻⁷ mbar). Many industrial processes, such as packaging, pneumatic conveying, and drying, operate perfectly within the rough vacuum regime. You do not always need to go to extremely low pressures, and trying to do so when it is unnecessary just increases energy consumption and equipment costs. Knowing this definition helps you avoid over-specifying your vacuum system.
Vacuum Range Classification
| Vacuum Level | Pressure Range (mbar) | Pressure Range (Torr) |
|---|---|---|
| Rough Vacuum | 1000 - 1 | 760 - 0.76 |
| Medium Vacuum | 1 - 10⁻³ | 0.76 - 7.6 x 10⁻⁴ |
| High Vacuum | 10⁻³ - 10⁻⁷ | 7.6 x 10⁻⁴ - 7.6 x 10⁻⁸ |
| Ultra-High Vacuum | < 10⁻⁷ | < 7.6 x 10⁻⁸ |
What kind of pump is a vacuum pump?
Feeling overwhelmed by the sheer variety of vacuum pumps available? Choosing the right one can feel like a guessing game, leading to costly mistakes. I will simplify the landscape by explaining the main types.
A vacuum pump is a device that removes gas molecules from a sealed volume, creating a partial vacuum. While various types exist, pumps like rotary vane, liquid ring, dry screw, and piston pumps are frequently used to achieve the rough vacuum required for many industrial processes.

From my professional vantage point, understanding the fundamental operating principles of vacuum pumps helps in selecting the right tool for the job. Generally, vacuum pumps fall into two main categories: positive displacement pumps and kinetic pumps. For rough vacuum applications, we primarily rely on positive displacement pumps. Rotary vane pumps, for example, use vanes that slide in and out of a rotor to create moving chambers, trapping and expelling gas. Liquid ring pumps use an eccentric impeller and a sealing liquid (often water) to create the pumping action, making them ideal for processes involving wet or dirty gases. Dry screw pumps use two intermeshing screws that rotate without contact, compressing gas towards the exhaust, offering a clean and efficient operation without oil in the pumping chamber. Piston pumps, while older, still find use, moving gas via reciprocating pistons. Each type has its strengths and weaknesses regarding ultimate vacuum, pumping speed, and tolerance to contaminants, directly impacting their suitability for different industrial tasks.
Common Rough Vacuum Pump Types
| Pump Type | Principle | Advantages | Disadvantages |
|---|---|---|---|
| Rotary Vane | Oil-sealed or dry vanes | Simple, robust, good ultimate vacuum | Oil maintenance (oil-sealed), wear (dry) |
| Liquid Ring | Liquid sealant | Handles vapors/particulates, robust | Requires sealing liquid, lower ultimate vacuum |
| Dry Screw | Non-contact screws | Oil-free, efficient, handles contaminants | Higher initial cost, noise |
| Piston Pump | Reciprocating piston | Simple, durable | Pulsating flow, less efficient for high volumes |
Which pumps are considered rough vacuum pumps?
Faced with countless pump options, how do you know which one belongs in the rough vacuum category? Picking the wrong pump can significantly hinder your process. I will guide you through identifying the primary rough vacuum pump types.
Pumps considered rough vacuum pumps include mechanical positive displacement pumps like rotary vane (oil-sealed or dry), liquid ring, dry screw, and piston pumps. These are chosen for their ability to handle high gas loads and operate effectively in the pressure range from atmospheric down to roughly 1 mbar.

When I help customers source different pumps to meet their needs, identifying the right rough vacuum pump always starts with understanding the specific application. For many general industrial uses, oil-sealed rotary vane pumps are workhorses, offering good ultimate vacuum and reliability, but they require oil changes. For processes with significant vapor loads or particulates, a liquid ring pump might be the best choice due to its high tolerance for contaminants. However, for clean, oil-free operations where energy efficiency is a priority, especially in industrial processes like material handling or centralized vacuum systems, a dry screw vacuum pump is often the preferred solution. This is where options like the Atlas Copco GHS series or Elitevak's EVS series truly shine. My experience as a vacuum pump expert, starting at a top company and then establishing Elitevak, taught me the importance of matching the pump's capabilities to the process requirements. This ensures optimal performance, minimizes downtime, and ultimately contributes to your success in the field.
Rough Vacuum Pump Selection Considerations
| Factor | Description | Recommended Pump Type (Examples) |
|---|---|---|
| Process Purity | Oil-free versus oil-sealed requirements | Dry Screw (EVS), Dry Vane |
| Contaminants | Presence of water vapor, particulates, corrosives | Liquid Ring, Dry Screw |
| Maintenance | Ease of service, oil changes, part replacement | Rotary Vane, Dry Screw |
| Energy Cost | Efficiency for continuous operation | Dry Screw (EVS, GHS), efficient Rotary Vane |
| Ultimate Vacuum | Lowest pressure required | Oil-sealed Rotary Vane, Dry Screw |
Closing Summary
Understanding the rough vacuum regime and its associated pump types, like oil-sealed screw pumps, is key to efficient industrial operations. Selecting the right pump prevents costly downtime and ensures your processes run smoothly.
